大口径厚壁钢管产品专业生产厂家
专业生产大口径厚壁直缝焊管、方矩管
为什么这么受广大客户青睐?
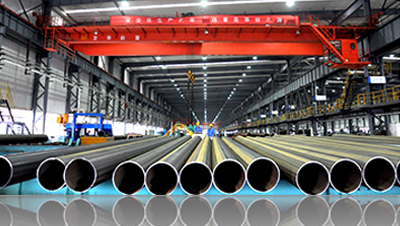
银华钢管具有占地20000平方米的生产基地 多条国内外先进的全自动生产线

我们的产品经过严格的质量检测,表面光亮美观,切口整齐,尺寸精度严格按照国际质量标准

能按照您提供的规格尺寸、材质等各项参数做出优质产品 生产中有问题第一时间得到有效的解决,从而提高生产效率、质量,降低生产损耗、成本

拥有专业的售后团队 质量不满意,在第一时间给您解决方案或无条件退换因质量问题造成的物流费用由我司承担,让您零风险

银华钢管有限公司以生产高频焊接方矩管、(镀锌、大口径、厚壁、合金)方矩管和镀锌焊管为主,优质的生产设备、卓越的科技力量、杰出的管理人才、浑厚的资金实力为生产出高、精、尖产品提供了您放心的保障,主要生产规格为20*20*1.2—500*500*40mm、20*30*1.2—400*600*40mm、Ø219—1420mm,正常生产材质为Q195—Q345B的黑色、镀锌方矩管及焊管。公司在 “以诚信来立足,以革新来致远”的思想指导下,秉承“信誉至上,薄利多销,互惠互利”和“诚实守信,依法经营”的......

太阳能电池经过串联后进行封装保护可形成大面积的太阳电池组件,再配合上功率控制器等部件就形成了光伏发…
更多
船舶工程技术主要有两个方向的专业:船舶制造方向和舾装方向。船舶工程技术培养掌握船舶驾驶和运输等方面的基…
更多
中央电视台新台址,位于北京商务中心区。内含央视总部大楼、电视文化中心、服务楼、庆典广场。 由德国人…
更多
港珠澳大桥成为世界最长的跨海大桥,全长49.968公里,其中主体工程海中桥隧长达35.578公里,相当于9座深圳湾公路…
更多
位于天津滨海高新技术产业开发区的117大厦已经完成主体结构封顶。建成后的天津117大厦结构高度达596.5米,成…
更多
中国尊是位于北京市朝阳区CBD核心区Z15地块的一幢超高层建筑,建成后将是北京市最高的地标建筑。该项目西侧与…
更多
设备先进,工艺完善检测设备齐全,严格产品质量管理。使其产品广泛应用于石油、天然气、热力管线、供水、污水、钢厂、电厂、建筑等行业。1、目测检查方矩管的目视检查是一种简… 【查看详情】

方管是一种相当要紧的钢材,运用也较为寻常,可是方管并没有获得充实的为己所用,伴随技巧的成长这一景况不妨获得很大的改良。方管价格的上风是出产热轧出产不了薄规格,概况条件… 【查看详情】

方矩管,无论是在建材方面还是在装饰结构上都经常可以看到的一种管材。可是什么是方矩管,到底是如何轧制而成,规格如何表示,主要有哪些性能要求,一般又用在哪里还是有些初入钢材行… 【查看详情】

无缝方矩管多少钱一吨 若是唐山区域环保施行力度不断加大,短时间内对商场心态将构成利好影响,促进商场进一步走高;中长期来看,因为环保方针的施行增加了钢厂的生产本钱,从而会… 【查看详情】













